▓Ż┴¦╣▄ę║╬╗ėŗČ╠┬ĘĘ┼┼┌╣╩šŽĘų╬÷┼c╠Ä└Ē
░l(f©Ī)▓╝ĢrķgŻ║2019-11-15 ░l(f©Ī)▓╝ū„š▀Ż║
š¬ ꬯║═©▀^ī”╣½╦Š 3200 A ▓Ż┴¦╣▄ę║╬╗ėŗĘ┼┼┌╣╩šŽįŁę“Ęų╬÷���Ż¼ĮķĮB┤╦ŅÉ╣╩šŽ╠Ä└Ē▀^│╠╝░ĘĮĘ©Ż¼═©▀^┐éĮY(ji©”)Įø(j©®ng)“×Į╠ė¢(x©┤n)���Ż¼╠ß╔²ī”▓Ż┴¦╣▄ę║╬╗ėŗĄ─šJ(r©©n)ūR�Ż¼├„┤_▓Ż┴¦╣▄ę║╬╗ėŗįO(sh©©)ėŗ▀xą═���Īó¼F(xi©żn)ł÷░▓čb╩®╣ż���Īó▀\ąąŠSūo(h©┤)Ė„éĆŁh(hu©ón)╣Ø(ji©”)ł╠(zh©¬)ąąś╦(bi©Īo)£╩(zh©│n)Ż¼▓óīóĘe└█Įø(j©®ng)“×æ¬(y©®ng)ė├ĄĮ╣żū„ųą��Ż¼┤_▒Żäė┴”─ĖŠĆ▓█▀\ąą░▓╚½┐╔┐┐�����ĪŻ
ę²čį
ĘŌķ]╩Į▓Ż┴¦╣▄ę║╬╗ėŗ[1]ę“ŲõĮY(ji©”)śŗ(g©░u)Šo£É�����Īó░▓čbĘĮ▒Ń�����ĪóĘĆ(w©¦n)Č©ąį║├��Īó▌d┴„┴┐┤¾Ą╚ąį─▄╩╣Ą├Ųõį┌╣żÅSĄ─Ą═ē║┼õļŖŽĄĮy(t©»ng)ųąÅVĘ║æ¬(y©®ng)ė├Ż¼─┐Ū░╣½╦Š┼õļŖŽĄĮy(t©»ng)ųąīó▓Ż┴¦╣▄ę║╬╗ėŗū„×ķ╣®ļŖŽĄĮy(t©»ng)ųąĄ─ų„ę¬Ė╔ŠĆ��Ż¼ō·(d©Īn)žō(f©┤)ų°ųžę¬ŠĆ┬ĘĄ─▌ö┼õļŖ�����ĪŻŲõųą 3# ┼õļŖ╩ęĄ─ 3200 A ─ĖŠĆ▓█žō(f©┤)ž¤(z©”)ī”═┐čbįO(sh©©)éõ╣®┼õļŖ�����Ż¼«ö(d©Īng) 3200 A äė┴”─ĖŠĆ▓█░l(f©Ī)╔·Č╠┬ĘĘ┼┼┌╣╩šŽĢr�Ż¼╝┤įņ│╔═┐čb╔·«a(ch©Żn)ļŖ┴”╣®æ¬(y©®ng)ųąöÓŻ¼╦∙ėą▄ćķg╔·«a(ch©Żn)ŠĆ░c»ł���ĪŻ▓Ż┴¦╣▄ę║╬╗ėŗ╩ŪĖ∙ō■(j©┤)¼F(xi©żn)ł÷░▓čbŚl╝■å╬╝■įO(sh©©)ėŗųŲū„��Ż¼ųžą┬ųŲū„─Ė┼┼ų▄Ų┌▌^ķLŻ¼ę“┤╦×ķ▒▄├Ōę“ķLĢrķg═ŻļŖĮo╣½╦Šįņ│╔ć└(y©ón)ųžĄ─ōp╩¦����Ż¼▒žĒÜĖ∙ō■(j©┤)─ĖŠĆ▓█ųŲū„╣ż╦ćę¬Ū¾Ż¼ūįąąī”─ĖŠĆ▓█▀M(j©¼n)ąąą▐Å═(f©┤)���Ż¼ęįĮĄĄ═ķLĢrķgļŖ─▄ųąöÓī”╣½╦Šė░Ēæ�ĪŻ─ĖŠĆ▓█ĮY(ji©”)śŗ(g©░u)╚ńłD 1 ╦∙╩ŠŻ║
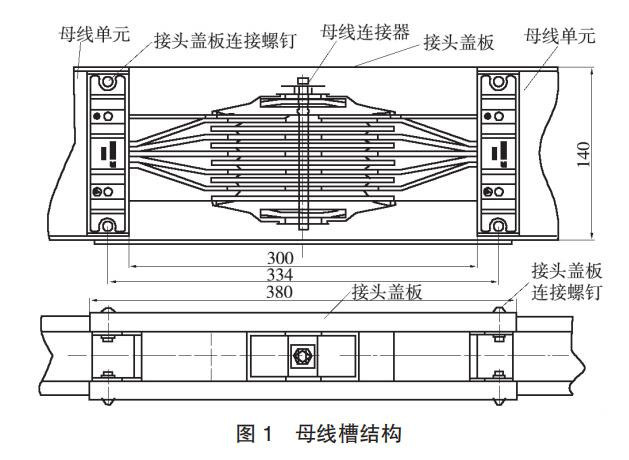
1 ─ĖŠĆ▓█Ę┼┼┌╣╩šŽ¼F(xi©żn)Ž¾
╣½╦Šš²│Ż╔·«a(ch©Żn)ĢrŻ¼═┐čbįO(sh©©)éõ═╗╚╗░l(f©Ī)╔·ļŖ┴”╣®æ¬(y©®ng)ųąöÓ���Ż¼╚½▓┐░c»ł���Ż¼Įø(j©®ng)ī”¼F(xi©żn)ł÷įO(sh©©)éõęį╝░╣®┼õļŖŽĄĮy(t©»ng)▀M(j©¼n)ąąÖz▓ķŻ¼░l(f©Ī)¼F(xi©żn)┼õļŖĘ┐ėą║┌¤¤├░│÷▓ó░ķėą«É╬Č����Ż¼ŽÓĻP(gu©Īn)╚╦åT┴ó╝┤īó╩▄ōpŠĆ┬Ęķ_ĻP(gu©Īn)öÓķ_Ż¼▓ó╗ųÅ═(f©┤)Ųõ╦¹įO(sh©©)╩®╣®ļŖ���ĪŻ╦∙ėą╣®┼õļŖķ_ĻP(gu©Īn)öÓķ_║¾���Ż¼ė├ 500 VšūÜW▒ĒÖz▓ķ░l(f©Ī)¼F(xi©żn) B/C ŽÓČ╠┬ĘŻ¼ĮM┐ŚŠSą▐╚╦åT╝┤ī”¤²Į╣▓┐╬╗▀M(j©¼n)ąą▓ĮŌÖz▓ķ���Ż¼┼ąöÓ╣╩šŽ×ķ╣®ļŖ─ĖŠĆ▓█░l(f©Ī)╔·Č╠┬ĘĘ┼┼┌�����Ż¼įņ│╔ė├ļŖųąöÓ�����ĪŻ
2 ─ĖŠĆ▓█Ę┼┼┌╣╩šŽįŁę“Ęų╬÷
─ĖŠĆ▓█╣╩šŽ³c░l(f©Ī)╔·į┌─ĖŠĆĄ─ĮėŅ^╠Ä���Ż¼įņ│╔─ĖŠĆĘ┼┼┌╣╩šŽĄ─įŁę“┐╔─▄×ķęįŽ┬ 4 ³cŻ║ó┘▀BĮė╠Äę“├▄ĘŌ▓╗┴╝��Ż¼ėąėĻ╦«╗“«É╬’▀M(j©¼n)╚ļ����Ż¼įņ│╔Č╠┬Ę�����Ż╗ó┌─ĖŠĆįO(sh©©)ėŗ▀xą═Õeš`����Ż¼│¼žō(f©┤)║╔▀\ąąŻ╗ó█░▓čb┘|(zh©¼)┴┐▓╗║ŽĖ±���Ż¼▀_(d©ó)▓╗ĄĮś╦(bi©Īo)£╩(zh©│n)ę¬Ū¾; ó▄▀BĮė╠Äę“┬▌Įz┼żŠž┴”▓╗ē“��Ż¼ę²ŲĄ─Įėė|ļŖūĶūā┤¾ī¦(d©Żo)ų┬Ą─░l(f©Ī)¤ßōpē─Į^Šē▓─┴Ž ĪŻ
ī”┐╔─▄Ą─įŁę“▀M(j©¼n)ąą┼ąöÓ║¾�����Ż¼╝┤ųĒŚ▀M(j©¼n)ąąĘų╬÷┼┼│²Ż¼╩ūŽ╚┼õļŖ╩ęĮ©į┌ÅSĘ┐ā╚(n©©i)����Ż¼ėąÅSĘ┐║═╩ę¾wā╔īėĘ└ūo(h©┤)Ż¼═©▀^ī”╬▌Ēö╝░ų▄▀ģ▀M(j©¼n)ąąÖz▓ķ�����Ż¼¤o┬®ėĻ█EŽ¾�����Ż¼▓óŪę▀BĮėŲ„Ę└ūo(h©┤)░Õ═Ļ║├��Ż¼┼┼│²▀M(j©¼n)╚ļėĻ╦«╗“«É╬’Ą─┐╔─▄����ĪŻ
─Ė┼┼×ķŠžą╬┼┼Ż¼Įž├µĘe×ķ 220×6 mm2����Ż¼Ė∙ō■(j©┤)─Ė┼┼Ą─▌d┴„┴┐ėŗ╦Ń╣½╩ĮęŖ╩ĮŻ©1Ż®ĪŻ

╩Įųą�����Ż¼b ×ķ─ĖŠĆ║±Č╚Ż©mmŻ®Ż╗h ×ķ─ĖŠĆīÆČ╚Ż©mmŻ®����Ż╗k ×ķŽĄöĄ(sh©┤)Ż©A/mm2Ż®Ż¼┐╔ų¬─Ė┼┼▌d┴„┴┐×ķ 4620 AŻŠ3200 A�����Ż¼ęįŪ░į┌▄ćķgįO(sh©©)éõØMžō(f©┤)║╔╔·«a(ch©Żn)Ģr▒O(ji©Īn)┐žĄ─▌^┤¾ļŖ┴„╩Ū 2800 A����Ż¼ę╗░ŃĘĆ(w©¦n)Č©į┌ 2200 AįO(sh©©)ėŗ▀xą═║Ž└ĒŻ¼─ĖŠĆ▓█▓╗┤µį┌│¼žō(f©┤)║╔▀\ąąĄ─┐╔─▄�ĪŻĪŻ
į┌ī”╣╩šŽ─ĖŠĆ▀M(j©¼n)ąą▓│²Ģr����Ż¼ū„śI(y©©)╚╦åT░l(f©Ī)¼F(xi©żn)─ĖŠĆ▀BĮėŲ„Ą─▀BĮė┬▌╦©Ż©M12Ż®═ŌČ╦├▒╬┤Šo╣╠ų┴öÓ┴čŻ¼┴”Šžś╦(bi©Īo)ųŠ┼Ų╬┤├ō┬õ����Ż¼╝┤╬┤▀_(d©ó)ĄĮ┴”Šž┬▌╦©Ą─Šo╣╠┴”Šžę¬Ū¾Ż¼╝┤ė╔ė┌┬▌╦©╦╔äė����Ż¼įņ│╔Įėė|▓╗┴╝Ż¼Įėė|├µ░l(f©Ī)¤ß��Ż¼Į^Šēīė╩¦ą¦ī¦(d©Żo)ų┬Ę┼┼┌���ĪŻ
ŠC╔ŽĘų╬÷�Ż¼┤_Č©įņ│╔─ĖŠĆ▓█░l(f©Ī)╔·Ę┼┼┌╣╩šŽĄ─Ė∙▒ŠįŁę“╩Ū─ĖŠĆ▓█░▓čb▓╗ØMūŃę¬Ū¾��ĪŻ
3 ▓Ż┴¦╣▄ę║╬╗ėŗĘ┼┼┌╣╩šŽę╗░Ń╠Ä└ĒĘĮĘ©
ī”╣╩šŽĄ──ĖŠĆ▓█▀M(j©¼n)ąą▓ĮŌ║¾����Ż¼Įø(j©®ng)Öz▓ķ┤_šJ(r©©n)─ĖŠĆ▓█Č╦Ņ^Į^Šē▓─┴Ž¤²Į╣Ż¼¤oĘ©╩╣ė├�Ż¼╚┌╗»«a(ch©Żn)╔·Ą─Į╣į³š│ĖĮį┌Ń~┼┼╔ŽŻ¼Č°Ń~┼┼▒Š╔Ē╬┤░l(f©Ī)╔·ō¶┤®Ą╚ć└(y©ón)ųžŲŲē─�����Ż¼╝┤┐╔ęįį┘└¹ė├�����ĪŻė┌╩Ū═©▀^ųžą┬▓╔┘Å╩▄ōpĄ─▀BĮė┼┼��ĪóĮ^Šē╝łĄ╚▓─┴ŽŻ¼▓óī”Ń~┼┼į┘╠Ä└Ē�Ż¼ęįį┌▌^Č╠Ģrķgā╚(n©©i)ą▐Å═(f©┤)─ĖŠĆ▓█Ż¼╗ųÅ═(f©┤)╔·«a(ch©Żn)╣®ļŖ�����ĪŻ
─ĖŠĆ▓█ą▐Å═(f©┤)╣żū„ų„ę¬░³└©[2]Ż║─ĖŠĆ▓█▓ĮŌ��ĪóŃ~┼┼╠┬Õa�����ĪóŃ~┼┼▒Ē├µ╠Ä└Ē���ĪóŃ~┼┼Į^Šē░³╣³��Īó─ĖŠĆ▓█čb┼õ╝░─ĖŠĆ▓█░▓čb�����ĪŻ
─ĖŠĆ▓█▀M(j©¼n)ąą▓ĮŌŻ║╩ūŽ╚░č─ĖŠĆ▓█¤²ōpĄ─ā╔Č╬▓ĮŌŽ┬üĒ�Ż¼▀\ĄĮŠSą▐ķg▀M(j©¼n)ąą▓ĮŌ���ĪŻ─ĖŠĆ▓█Ą─õX║ŽĮ═ŌÜż╩Ūė├õōŃTßöŃTĮėĄ─��Ż¼Ą┌ę╗▓Į▓╔ė├ĮŪ─źÖC░čõōŃTĄ─├▒ūė─źŲĮį┘ė├õōø_ø_Ą¶����ĪŻ╚╗║¾░č├┐ŽÓŃ~┼┼ū„Ņ^╬▓ĪóŽÓą“ŠÄ╠¢���ĪŻĄ┌Č■▓Į▓│²Ń~┼┼Ą─Į^Šē▓─┴Ž▓ó░čø]ėąōpē─Ą─Į^Šē─ż╠ūĘ┼║├£╩(zh©│n)éõį┘ėąĪŻ
Ń~┼┼╠┬ÕaŻ║ė├╔░╝ł║═─ź╣ŌÖC┤“─ź╚ź│²─Ė┼┼▀BĮė╠ÄĄ─Ę┼┼┌╚┌╗»«a(ch©Żn)╔·Į^Šē▓─┴ŽĮ╣į³����ĪóĮī┘Ņw┴ŻĪóĮī┘╚┌╚Ō┴÷╩╣Ń~┼┼Įėė|├µŲĮš¹��ĪŻė├õō░ÕųŲū„ę╗éĆ┐╔ęį╚┌ÕaõōÕü�����Ż¼╦³ā╚(n©©i)┐šķg┤¾ąĪ┐╔ęį░čŃ~┼┼ąĶę¬╠┬ÕaĄ─▓┐Ęų▓Õ╚ļ▀ĆėÓėą 5 cm ū¾ėęĄ─Ė▀Č╚����ĪŻė├─Š▓─╝ė▓±ė═į┘īóõōÕü╝ė¤ßų┴ 250 Īµū¾ėę║¾ķ_╩╝į┌õōÕüā╚(n©©i)╔Ž╝ėÕaēKŻ¼╩╣Õa╚┌╗»┐╔ęį╔w▀^ąĶę¬╠┬ÕaŃ~┼┼Č╦Ņ^���ĪŻė├Ż©10~20Ż®%Ą─ŽĪ┴“╦ßüĒĮoąĶę¬╠┬ÕaŃ~┼┼Č╦Ņ^│²ų¼���Ż¼«ö(d©Īng)Ń~┼┼ūā╔½║¾ė├ŪÕ╦«ŪÕŽ┤ŽĪ┴“╦ß��ĪŻ░čŪÕŽ┤║¾Ą─Ń~┼┼Ę┼╚ļ╚┌ÕaõōÕü╠┬Õa��ĪŻäéäéĘ┼╚ļ╚┌ÕaõōÕüĄ─Ń~┼┼±R╔ŽĢ■ę“£ž▓ŅėąÕa─²╣╠Ń~┼┼╔Ž����Ż¼▒žĒÜĄ╚─²╣╠Õaį┘┤╬╚┌╗»��Ż¼░č╠┬ÕaŃ~┼┼╠ß│÷╚┌ÕaõōÕüė├Ė╔ā¶Ą──z░ÕŲĮš¹─©╚źČÓėÓĄ─Õa���Ż¼╩╣ÕaŠ∙ä“Ė▓╔wį┌─ĖŠĆ▒Ē├µ���ĪŻ
Ń~┼┼▒Ē├µ╠Ä└ĒŻ║Ń~┼┼ÕāÕa└õģs║¾Ż¼į┌ŃQ╣ż┼_╔Ž╩╣ė├Ž─z└ŲŅ^ī”─Ė┼┼Ą─ų▒ŠĆČ╚║═▐D(zhu©Żn)ÅØĮŪČ╚▀M(j©¼n)ąąąŻš²����Ż¼ąĶę¬╗óŃQŖA│ųĢrŻ¼ė├├▐▓╝░³╣³ŖA│ų▓┐╬╗ęį├Ōōpé¹Ń~┼┼����ĪŻ
Į^Šē░³╣³Ż║ąŻš²║¾Ż¼╩╣ė├Ė╔ā¶Ą──©▓╝╝ėŠŲŠ½īóŃ~┼┼▒Ē├µ╗ęēm����Īóļs┘|(zh©¼)▓┴ā¶���Ż¼ė├╦óūė░č╩╣ė├į┌ļŖäėÖCĄ─Į^ŠēŲß╦óĄĮąĶę¬Į^ŠēŃ~┼┼╔ŽĪŻ░č╦óĮ^ŠēŲߥ─Ń~┼┼Ę┼╚ļ┐ŠŲßķg║µ┐Š����ĪŻŃ~┼┼▒Ē├µ╠Ä└Ē═Ļ│╔║¾Ż¼╝┤ī”Ń~┼┼▀M(j©¼n)ąą░³╣³Į^Šē���Ż¼╩ūŽ╚ė├īŻė├─ĖŠĆĄ─Į^Šē▓─┴Ž─ż╠ū░³╣³Ń~┼┼ųąķgĄĮā╔Č╦Ņ^š█ÅØ╠Ä 2 īėĮ^Šē▓─┴Ž─ż╠ū┤Ņ┐┌▒žĒÜÕe╬╗Ż¼░³╣³ų▒┼┼▓┐Ęų���Īó░³į·Į^Šē─żĢrꬊ∙ä“Ė▓╔w�����Ż¼▓╗─▄ėą┬NŲ╗“š▀±▐░Ö¼F(xi©żn)Ž¾��Ż¼├┐Ė¶ 400 mm ╩╣ė├═Ė├„š│─zĦĒśų°░³į·ĘĮŽ“╣╠Č©��ĪŻ║¾Å─ų▒┼┼▓┐Ęų Ż©30~50Ż®mm ╠Äķ_╩╝═∙Č╦Ņ^└p└@─ĖŠĆīŻė├Ħš│ąįĄ─Į^ŠēĦ�Ż¼«ö(d©Īng)└p└@ĄĮČ╦Ņ^║¾į┘═∙╗ž└p└@�Ż¼╣▓└p└@ 2 īė����Ż¼└p└@Ģr║¾īė┤ŅŪ░īėĄ─ę╗░ļ����Ż¼░³╣³ę¬Ū¾Šo├▄Ż¼░³į·īėöĄ(sh©┤)░┤ęÄ(gu©®)Č©ł╠(zh©¬)ąą���Ż¼ęį├Ōė░Ēæčb┼õš¹¾w║±Č╚��ĪóŠ½Č╚���ĪŻ
─ĖŠĆ▓█čb┼õŻ║╩╣ė├õSĄČĄ╚╣żŠ▀īó─ĖŠĆ▓█Üż¾wā╚(n©©i)Ą─Į╣į³ŪÕ└ĒĖ╔ā¶Ż¼╩╣ė├╔░╝ł┤“─źŲĮš¹�����Ż¼▓óī”ūāą╬Ą─é╚(c©©)░Õ▀M(j©¼n)ąą│Cą╬ą▐Å═(f©┤)���Ż¼┤_▒Żé╚(c©©)░ÕķgŠÓØMūŃŃ~┼┼░▓čb│▀┤ń�����ĪŻĖ∙ō■(j©┤)Ń~┼┼ŽÓą“?q©▒)óŃ~┼┼ųéĆŠÅ┬²┬õĘ┼ĄĮÜż¾wĄ─▓█¾wā╚(n©©i)��Ż¼▓█¾wā╚(n©©i)Ž╚ē|╩╣ė├į┌ļŖäėÖCĄ─Į^Šē╝ł����Ż¼Ę┼Ń~┼┼ĢrąĶ▌p─├▌pĘ┼ęį├Ōōpē─Į^ŠēīėŻ¼Ń~┼┼╚½▓┐Ę┼▀M(j©¼n)Üż¾w║¾į┘īóĄū░Õ╔w║├����Ż¼▓óį┌įŁ┐ū╬╗╩╣ė├ŃTßö╣╠Č©║├ĪŻ
─ĖŠĆ▓█čb┼õ║¾���Ż¼╩╣ė├ 500 V šūÜW▒Ē£y┴┐─ĖŠĆ▓█Ą─ŽÓķg���ĪóŽÓ┼cųąąį┼┼�����ĪóPE ┼┼���ĪóŽÓ┼c═ŌÜżų«ķgĄ─Į^Šēąį─▄�����Ż¼ę¬Ū¾Į^ŠēļŖūĶæ¬(y©®ng)>20 MΩ[3]�ĪŻ
─ĖŠĆ▓█░▓čbŻ║ė╔ė┌╩▄ōp░▓čbį┌┼õļŖ╩ęā╚(n©©i)Ż¼ę“┤╦─ĖŠĆ▓█ų╗─▄▓╔ė├╩ųäė║∙╠J║═├▐┘|(zh©¼)Ą§Ä¦└”Įē▀M(j©¼n)ąąĄ§čb�Ż¼į┌░▓čbĢrŻ¼æ¬(y©®ng)ć└(y©ón)Ė±░┤ś╦(bi©Īo)£╩(zh©│n)ł╠(zh©¬)ąąŻ║
Ż©1Ż®─ĖŠĆ▓█Ą§čb░ß▀\Ģr���Ż¼▌p─├▌pĘ┼▒▄├Ō▀BĮė▓┐╬╗ęį╝░═ŌÜż░l(f©Ī)╔·┼÷ū▓�����ĪŻ
Ż©2Ż®─ĖŠĆ▓█┬õ╬╗ī”š²Ģr��Ż¼ų╗─▄ė├─Š░Õē|Ž─z└ŲŅ^▀M(j©¼n)ąąŪ├ō¶���Ż¼▓╗Ą├╩╣ė├ĶFÕNĄ╚ĪŻ
Ż©3Ż®▀BĮėŲ„╩╣ė├ļpŅ^┴”Šž┬▌╦©▀BĮė�Ż¼Šo╣╠ĢrŻ¼╩╣ė├┴”Šž░Ō╩ų?j©½n)QūĪ┬▌╦©═ŌČ╦├▒▀M(j©¼n)ąąŠo╣╠�Ż¼ų▒ų┴┬▌╦©═ŌČ╦├▒Ņi▓┐öÓ┴č┴”Šžś╦(bi©Īo)ųŠ┼Ų├ō┬õĪŻ
─ĖŠĆ▓█░▓čb═Ļ│╔║¾Ą─Öz£yŻ║
Ż©1Ż®░č─ĖŠĆ╔ŽĖ„▓ÕĮėŽõķ_ĻP(gu©Īn)öÓķ_���Ż¼į┌┼õļŖ╩ęā╚(n©©i)ė├ 500 V šūÜW▒Ē�����Ż¼£y┴┐Ė„ŽÓķgĮ^ŠēūĶųĄ>10 MΩ�����ĪŻ
Ż©2Ż®į┌┼õļŖ╩ęā╚(n©©i)░č─ĖŠĆĄ─╚²ŽÓŠĆ╝ė N ŠĆČ╠Įė�Ż¼ė├╚fė├▒Ēį┌─Ė┼┼Ą─▌^─®Č╦▓ÕĮėŽõ╠Ä£y┴┐ N ŠĆ┼cĖ„ŽÓŠĆķgĄ─ļŖūĶųĄ╩ŪʱŽÓĄ╚Ż¼ūĶųĄæ¬(y©®ng)Ż╝0.1 Ω��ĪŻ
Ż©3Ż®▓│²Ė„Č╠ĮėŠĆ��Ż¼ū÷╦═ļŖŪ░Ą─£╩(zh©│n)éõ�ĪŻ▓óįć╦═ 15 min ļŖŻ¼¤o«É│Ż║¾�����Ż¼═ŻļŖ���Ż¼░č─ĖŠĆ╔Ž▓ÕĮėŽõĖ„ķ_ĻP(gu©Īn)╚½▓┐║ŽķlŻ¼į┌┼õļŖ╩ę═©ų¬▄ćķgš²╩Į╦═ļŖ����Ż¼ūī▄ćķgŲäėįO(sh©©)éõ▀\ąąŻ¼«ö(d©Īng)─Ė┼┼ļŖ┴„▀_(d©ó)ĄĮ 1000 Aęį╔Ž║¾����Ż¼ė├╝t═Ō£žČ╚Öz£yāxÖz£yĖ„ĮėŅ^╠Ä═ŌÜż£žČ╚���Ż¼─Ė┼┼£žČ╚Š∙ä“Ż¼▓ó▓╗Ė▀ė┌╩ę£ž 20 Īµ���ĪŻ
4 ▓Ż┴¦╣▄ę║╬╗ėŗ▀\ąąŠSūo(h©┤)ę¬³c
×ķ╠ßĖ▀┼õļŖŽĄĮy(t©»ng)Ą─░▓╚½ąį�����Ż¼─ĖŠĆ▓█═Č╚ļ▀\ąą║¾����Ż¼▒žĒÜę¬Č©Ų┌ū÷║├Öz▓ķŠSūo(h©┤)[4]�����Ż¼╝░Ģr┼┼▓ķ─ĖŠĆ▓█╩╣ė├▀^│╠ųąĄ─ļ[╗╝��Ż¼▒▄├Ōįņ│╔═ŻļŖ╝░ōpē──ĖŠĆ▓█Ą╚╩┬╣╩��ĪŻ─ĖŠĆ▓█Ą─╚š│Ż▀\ąąŠSūo(h©┤)ā╚(n©©i)╚▌ų„ę¬░³└©ęįŽ┬ 3 ³cŻ║
Ż©1Ż®▀BĮė┬▌╦©Öz▓ķ��ĪŻ─ĖŠĆ░▓čbĢr▀BĮė▓┐╬╗Ą─┬▌╦©Č╝╩Ū░┤ššęÄ(gu©®)Č©┴”ŠžöQŠoŻ©┴”Šž┬▌╦©Ż®�����Ż¼ę╗░ŃŪķørŽ┬▓╗Ģ■░l(f©Ī)╔·╦╔äėŪķørĪŻĄ½į┌─ĖŠĆķLŲ┌▀\ąąĢr�����Ż¼ė╔ė┌¤ß├ø└õ┐s���ĪóšäėĄ╚įŁę“┐╔─▄įņ│╔┬▌╦©╦╔äė�����Ż¼ę“┤╦ąĶę¬ī”┬▌╦©Ą─▀BĮėŪķør▀M(j©¼n)ąąÖz▓ķŠo╣╠�����ĪŻ
Ż©2Ż®£ž╔²Öz▓ķ�ĪŻ─ĖŠĆĦžō(f©┤)║╔▀\ąą║¾�Ż¼£žČ╚▒ž╚╗Ģ■╔²Ė▀Ż¼Ė∙ō■(j©┤)ć°╝ęś╦(bi©Īo)£╩(zh©│n)ę¬Ū¾─ĖŠĆĮī┘═ŌÜż▒Ē├µ£ž╔²æ¬(y©®ng)Ż╝50 Īµ���Ż¼▓ÕĮė▓┐╬╗£ž╔²æ¬(y©®ng)Ż╝55 ĪµŻ¼š¹¾w═ŌÜżĄ─£žČ╚Ż╝70 Īµ��ĪŻę“┤╦ąĶį┌─ĖŠĆØMžō(f©┤)║╔╣żū„ĢrŻ¼╩╣ė├£y£žśīÖz▓ķ─ĖŠĆ£ž╔²���Ż¼£ž╔²▀^Ė▀Ģræ¬(y©®ng)Öz▓ķ─ĖŠĆ╩Ūʱ│¼žō(f©┤)║╔▀\ąąęį╝░─ĖŠĆ▀BĮė╠Ä╩Ūʱėą«É╬’Ą╚����ĪŻ
Ż©3Ż®ļŖÜŌÖz▓ķ��ĪŻ─ĖŠĆ╩╝Č╦║═ĮKČ╦Ą─ŽÓļŖē║ų«▓Ņ═©│Ż▓╗æ¬(y©®ng)│¼▀^ļŖį┤ļŖē║Ą─ 5%�Ż¼│¼žō(f©┤)║╔▀\ąą╗“▓ÕĮė▓┐ĘųĮėė|▓╗┴╝Č╝Ģ■įņ│╔ļŖē║ĮĄ▀^┤¾Ż¼ė░Ēæ╣®ļŖ┘|(zh©¼)┴┐�����ĪŻ
5 ĮY(ji©”)╩°šZ
═©▀^įö╝Ü(x©¼)ĮķĮB▓Ż┴¦╣▄ę║╬╗ėŗ░l(f©Ī)╔·Č╠┬Ę╣╩šŽ╩┬╣╩Ą─╠Ä└ĒĄ─ę╗░ŃĘĮĘ©��Ż¼×ķ║¾└m(x©┤)╔·«a(ch©Żn)ųąī”─ĖŠĆ▓█Ą─įO(sh©©)ėŗ▀xą═����Īó░▓čbŠSūo(h©┤)Ą╚╠ß╣®▀M(j©¼n)ę╗▓ĮĄ─Įø(j©®ng)“×Ęe└█ĪŻ
─ĖŠĆ▓█ū„×ķļŖ┴”ŽĄĮy(t©»ng)Ą─ų„ę¬ĮM│╔▓┐Ęų��Ż¼Ųõ▀\ąą┐╔┐┐ąįī”╔·«a(ch©Żn)ĘĆ(w©¦n)Č©ąį╝░╚╦åTū„śI(y©©)░▓╚½ąįŲų°ų┴ĻP(gu©Īn)ųžę¬ū„ė├���ĪŻ×ķ┤_▒Ż─ĖŠĆ▓█░▓╚½┐╔┐┐▀\ąą��Ż¼į┌─ĖŠĆ▓█Ą─įO(sh©©)ėŗ�����Īó╩®╣ż�����Īó“×╩šĄ╚Ė„éĆļAČ╬Č╝æ¬(y©®ng)░┤ŽÓĻP(gu©Īn)ś╦(bi©Īo)£╩(zh©│n)ęį╝░╣żū„Įø(j©®ng)“×ć└(y©ón)Ė±ę¬Ū¾��ĪŻįO(sh©©)ėŗ▀xą═ļAČ╬Ż║æ¬(y©®ng)Ė∙ō■(j©┤)╩╣ė├ł÷╦∙║═╦∙ąĶ╚▌┴┐Ą╚Śl╝■š²┤_▀xō±─ĖŠĆ▓█Ą─ŅÉą═����Īó▌d┴„─▄┴”║═Ę└ūo(h©┤)Ą╚╝ēŻ¼═©│Ż«ö(d©Īng)Ņ~Č©ļŖ┴„┤¾ė┌1250 A Ģr▀xė├ĘŌķ]╩Į├▄╝»ą═─Ė▓█����Ż¼─ĖŠĆ▓█Ą─▌d┴„─▄┴”æ¬(y©®ng)>▌^┤¾žō(f©┤)║╔ļŖ┴„ĪŻ
░▓čb╩®╣żļAČ╬Ż║─ĖŠĆ▓█▀M(j©¼n)ÅS░▓čbŪ░æ¬(y©®ng)ī”─ĖŠĆ▓█Ą─║ŽĖ±ūC���Īó╝╝ąg(sh©┤)╬─╝■�����ĪóÖz“׳¾ĖµĄ╚╬─╝■┘Y┴Ž▀M(j©¼n)ąą║╦▓ķ�����Ż¼▓óī”═Ōė^┘|(zh©¼)┴┐Ą╚▀M(j©¼n)ąąÖz▓ķ�����Ż¼┤_▒ŻüĒ┴Ž┘|(zh©¼)┴┐ØMūŃįO(sh©©)ėŗę¬Ū¾��ĪŻ╩®╣ż▀^│╠ųąæ¬(y©®ng)Ė∙ō■(j©┤)─ĖŠĆ▓█░▓čbś╦(bi©Īo)£╩(zh©│n)ęÄ(gu©®)ĘČ╩®╣ż���Ż¼ć└(y©ón)Ė±░č┐ž╩®╣żŁh(hu©ón)╣Ø(ji©”)Ż¼▒▄├Ōę“╩®╣ż╚▒Ž▌įņ│╔░▓╚½ļ[╗╝���ĪŻ▀\ąąŠSūo(h©┤)ļAČ╬Ż║×ķ┤_▒Ż┼õļŖŠĆŽĄĮy(t©»ng)Ą─░▓╚½ąį║═┐╔┐┐ąį�Ż¼æ¬(y©®ng)Č©Ų┌ī”─ĖŠĆ▓█▀M(j©¼n)ąąÖzą▐ŠSūo(h©┤)����Ż¼░³└©═Ōė^Īó£ž╔²��Īóē║ĮĄĄ╚ąį─▄ģóöĄ(sh©┤)��ĪŻ
 į┌ŠĆ┐═Ę■1╠¢
į┌ŠĆ┐═Ę■1╠¢

